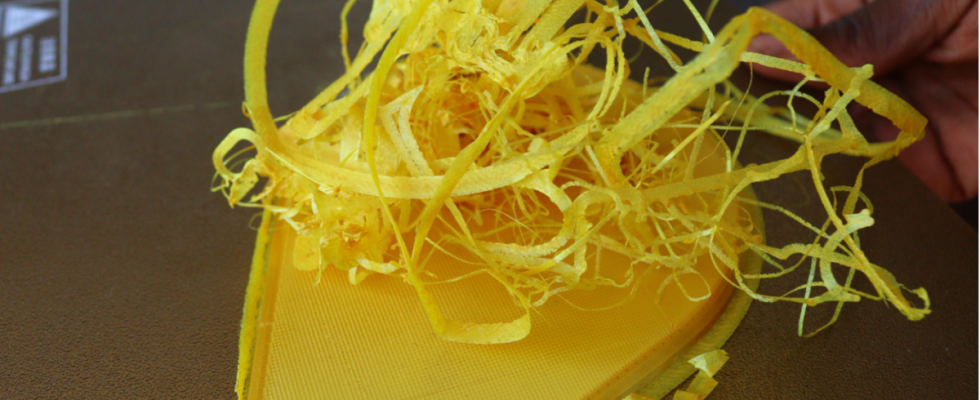
Si alguna vez experimentó impresiones 3D que se asemejan a un lío de cuerdas enredadas, es probable que la impresora 3D sufriera «impresiones 3D de espagueti», un problema común que enfrentan los aficionados a las impresoras 3D durante el proceso de impresión 3D. Ocurre cuando el exceso de filamento sale de la boquilla y causa un enredo en la placa de construcción. Esto puede suceder incluso en el mejores impresoras 3D e incluso con el mejores filamentos.
En la mayoría de los casos, estas impresiones 3D son inutilizables. Sin embargo, hay algunos casos en los que es posible salvarlos quitando el exceso de filamento, especialmente si ocurrió justo antes de terminar el proceso de impresión. Al igual que con otros problemas de impresión 3D, debe descubrir qué está causando el problema para tener una estrategia para solucionarlo. A continuación se muestran las causas principales de las impresiones 3D de espagueti y los pasos que puede seguir para solucionarlas.
1. Altas temperaturas
Si la temperatura es demasiado alta, el filamento se volverá líquido y rezumará. Por lo tanto, es esencial conocer la temperatura ideal del material que está utilizando y asegurarse de configurarla correctamente. La temperatura perfecta para un material específico variará según el tipo de filamento y la marca. El filamento PLA, por ejemplo, generalmente requiere una temperatura de 180-220 °C, mientras que el filamento ABS requiere una temperatura de alrededor de 210-250 °C. Entonces, en caso de que use un valor más alto que ese, tendrá problemas en el futuro.
Puede ajustar la temperatura en su rebanadora. En Cura, por ejemplo, puede seleccionar Temperatura desde el Materiales sección y ajústela en consecuencia. En mi caso, está configurado en 200 ya que estoy usando PLA.
También puede imprimir en 3D un modelo de prueba como la torre de calibración de temperatura compacta inteligente y usarlo para ver cómo su máquina imprime filamento en 3D a diferentes temperaturas para que pueda decidir cuál usar mejor.

Además de configurar correctamente la temperatura, es fundamental calibrar correctamente el extrusor para garantizar que el filamento se funde y extruye correctamente.
2. Mala adherencia a la cama
La adhesión a la cama es la capacidad de la primera capa del diseño de imprimirse en 3D para adherirse de forma segura a la placa de construcción. Si la impresión no se pega correctamente, el modelo se moverá o se separará de la cama y, a medida que la extrusora se mueva, extruirá todo el filamento, lo que dará como resultado una impresión fallida.
Entonces, para solucionar esto, debe usar un adhesivo, pegamento o laca para el cabello para garantizar que la primera capa del material se adhiera correctamente a la cama.

La adhesión adecuada a la cama también es esencial para mantener una altura de capa constante, ya que tendrá alturas de capa uniformes, lo que conduce a una mejor calidad de impresión.
3. Atasco o obstrucción del filamento

Cuando el extremo caliente de la extrusora se obstruye, interrumpe el flujo uniforme del filamento a través de la extrusora y la boquilla, lo que da como resultado una extrusión inconsistente y una deposición inadecuada del filamento. Su boquilla puede atascarse debido a muchos factores. Uno de ellos es si está utilizando el diámetro de filamento incorrecto y no coincide con la boquilla.
El sistema de extrusión de una impresora 3D está diseñado para adaptarse a un diámetro de filamento específico. Si utiliza un filamento con un diámetro más grande o más pequeño que para el que está diseñada la impresora, es posible que no se ajuste correctamente o no se alimente a través del ensamblaje del extrusor. Esto puede hacer que el filamento se atasque y provoque un atasco en la boquilla.
El filamento que contiene humedad o mucho polvo y partículas extrañas puede causar obstrucciones e incluso bloqueos en la extrusora. Por lo tanto, es importante inspeccionar y limpiar siempre la boquilla con regularidad para eliminar la suciedad y los residuos.

Además, es importante asegurarse de que el filamento que está utilizando sea del mismo tamaño que su extrusora.
Además, cuando cargues el filamento, asegúrate de hacerlo correctamente. Puede comenzar cortando el extremo en forma oblicua para que quede más afilado para una alimentación suave.
También debe almacenar su filamento lejos de la humedad y, en caso de que entre en contacto, use un secador de filamentos para eliminar la humedad antes de usarlo.
4. Impresión 3D a altas velocidades
Hay una velocidad óptima para cada impresora 3D, y exceder esa velocidad puede contribuir a las impresiones 3D espaguetis. La velocidad óptima depende de varios factores, como la capacidad de su máquina, la complejidad del modelo que está imprimiendo en 3D o incluso el material.
Cuando se imprime en 3D a una velocidad más alta, la impresora se mueve rápidamente entre las diferentes partes de la impresión y los cambios repentinos en la velocidad y la dirección pueden hacer que el extrusor experimente inercia y esto puede provocar que el filamento rezume o se enrede, ya que el extrusor lucha por arrancar. y deja de extruir con precisión. La extrusión descontrolada resultante puede crear filamentos desordenados y enredados, parecidos a espaguetis.
Para evitar problemas como resultado de la impresión a altas velocidades, es importante ajustar la temperatura de la rebanadora a la que sea óptima para su impresora 3D y filamento.

Además, es fundamental optimizar los ajustes de aceleración y jerk para reducir los cambios repentinos de velocidad y dirección, minimizando los problemas relacionados con la inercia. También debe aumentar el tiempo de enfriamiento entre capas ajustando la velocidad del ventilador para que cada capa se solidifique antes de que se deposite la siguiente capa.
5. Ajustes de retracción incorrectos
La retracción es cuando el filamento se tira ligeramente hacia atrás dentro del extrusor para evitar que se derrame. Si la distancia de retracción es insuficiente, la boquilla aún puede gotear el filamento mientras se mueve entre diferentes partes de la impresión o durante movimientos que no son de impresión. Además, si la velocidad de retracción es baja, el filamento se arrastrará a medida que se mueva la boquilla y esto dejará hebras delgadas de filamento que pueden acumularse en su diseño.
Para evitar esto, debe establecer la velocidad y la distancia de retracción correctas en su rebanadora, como se muestra a continuación.

También puede descargar e imprimir el modelo de prueba de retracción de Thingiverse y usarlo para encontrar la configuración de retracción correcta para su impresora 3D.
6. Compensación Z baja

El desplazamiento Z es la distancia entre la punta de la boquilla y la cama de impresión cuando la boquilla está en su posición más baja a lo largo del eje Z. Cuando el valor de compensación Z es demasiado bajo, la boquilla puede estar demasiado cerca de la cama de impresión durante el proceso de impresión y el filamento que se extruye puede comprimirse y aplastarse excesivamente contra la cama, y esto hace que se extienda o se desborde más allá de la cama. límites deseados.
Además, con un desplazamiento Z bajo, es posible que el filamento no fluya suavemente fuera de la boquilla y esto puede crear presión y dificultar la extrusión, lo que resulta en un flujo inconsistente o interrumpido. Por lo tanto, es importante calibrar y ajustar correctamente el desplazamiento Z para garantizar la distancia adecuada entre la boquilla y la plataforma de impresión. Puede hacerlo ajustando manualmente la configuración en la pantalla de su impresora 3D.
Cuando ajuste el desplazamiento Z, tenga cuidado de no levantarlo demasiado, ya que es posible que la impresión no se adhiera correctamente a la cama y se desprenda con facilidad.
Si alguna vez ha experimentado impresiones 3D de espagueti antes, sabe lo frustrante que es, ya que perderá su valioso tiempo, material e incluso energía solo para terminar con una impresión fallida. Pero con las soluciones que hemos destacado aquí, estará en camino de producir impresiones perfectas.
MÁS: Las mejores impresoras 3D
MÁS: Las mejores impresoras 3D económicas
MÁS: Las mejores impresoras 3D de resina